




















При использовании бензопилы даже при условии тщательного соблюдения инструкций производителя требуется производить заточку режущих и ограничительных элементов. На ухудшение производительности и качества работы влияют несколько факторов:
- интенсивность использования;
- тип древесины (мягкая или твёрдая), работа в зимний период с мёрзлым деревом;
- взаимодействие зубьев с грунтом и другими твёрдыми предметами.
Режущие зубья бензопилы имеет сложную геометрическую форму, которые обеспечивают быстрый и качественный распил древесины, данные звенья имеют две кромки, выполняющие разные функции. Боковое лезвие расширяет область пропила и создаёт пространство для свободного движения цепи и шины. Верхнее, работающее по принципу рубанка со скошенным углом, определяет направление движения цепи и осуществляет именно сам распил.
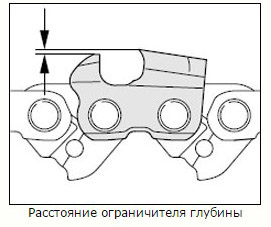
Глубина захвата древесины продольной кромкой определяется ограничителем, который влияет на величину заглубления зуба, толщину получаемой стружки и производительность. Стандартный перепад высоты между ограничителем и режущей кромкой составляет 0,5-0,8 мм. Большая величина используется при работе с мягкими породами древесины и увеличивает производительность, малый перепад устанавливается для распила твёрдых пород.
Заточка (правка) режущих кромок и высоты ограничителя осуществляется при изменении качества стружки во время распила. При затуплении зубьев стружка становится мелкой, появляется необходимость прилагать большие физические усилия, расход масла и топлива увеличивается, а так же появляется вибрация и неравномерность хода цепи в момент распила.
Заточка зубьев может выполняться несколькими способами: вручную, с использованием приспособлений и с помощью специальных полуавтоматических или автоматических станков.
Заточка цепей своими руками
Для правки лезвий элементов зуба используется специальный круглый или плоский напильник для заточки цепей. В зависимости от модели бензопилы и типа используемой цепи напильники различаются по диаметру и размеру насечек.
- При самостоятельной заточке лезвий следует придерживаться следующих правил:
- все зубья затачиваются с одинаковым физическим усилием, прижимающим напильник к обрабатываемой (затачиваемой) поверхности;
- количество движений напильника должно быть одинаковым для всех режущих элементов;
- угол заточки элементов выдерживается идентично и зависит от предписаний производителя.
В случае повреждения элементов цепи после взаимодействия с твёрдыми предметами заточку начинают с зуба, получившего наибольшее повреждение, а остальные режущие элементы подгоняют под полученные размеры и углы. Различные модели бензопил имеют разный угол заточки цепи. Он зависит от предполагаемого типа древесины (мягкая или твёрдая), продольного или поперечного распила, мощности агрегата и интенсивности использования. Следует учитывать, что уменьшение угла зуба по отношению к распиливаемой древесине уменьшает вибрацию бензопилы, позволяет более лёгкое вхождение режущей кромки в дерево, увеличение временного промежутка между заточками, но при этом уменьшает производительность инструмента.

Угол расположения лезвия относительно распиливаемой древесины определяется ограничителем, расположенным перед режущей кромкой зуба. Желаемая величина достигается с помощью плоского напильника и специального шаблона, имеющего надписи Soft (мягкая) и Hard (твердая) древесина. Для обеспечения необходимого и одинакового угла заточки применяются различные устройства, позволяющие точно фиксировать напильник относительно затачиваемой поверхности и выдерживать заданный угол и производить заточку непосредственно на бензопиле, что значительно экономит время.
Производить заточку элементов цепи на самом агрегате нежелательно в связи с невозможностью гарантировать полное удаление металлической пыли, имеющей абразивные свойства, которые в дальнейшем приведут к быстрому износу или поломке бензопилы.
В полуавтоматических и автоматических станках используются диски для заточки цепей. Они позволяют достигать более качественного результата за меньший промежуток времени. Данные станки эффективны на предприятиях с высокой интенсивностью использования бензопил при восстановлении режущих элементов, в случаях взаимодействия цепи с грунтом, камнями и металлическими предметами, когда происходит значительное разрушение лезвий.
Купить станок для заточки цепей бензопил можно в специализированных сервисах и торговых предприятиях, производящих обслуживание и реализацию бензопил и комплектующих. Станки для заточки цепей разделяются на стационарные и мобильные, производят отдельные операции или весь комплекс мероприятий после первичной настройки. Большой популярностью у частных лиц и предприятий пользуются станки для заточки цепей фирмы STIHL выпускаемые двух типов: мобильные (FG1) или стационарные (FG2). Конструкция мобильной модификации позволяет производить заточку цепи, устанавливая станок непосредственно на шину бензопилу.
Заточка цепей бензопил STIHL


